30/01/2024
J’ai bien dû tester sérieusement, une bonne centaine de grips, mais c’est seulement avec une petite dizaine de j’ai réalisé de bonnes performances en fonction des époques.
Le changement de marque ou de modèle de poignée étant toujours une période d’adaptation ou de doute, mais aussi l’occasion de tester de nouvelles choses.
Parfois, il y a une parfaite adhésion avec un grip industriel. C’est le cas du grip Yamaha RMX que l’on trouvait sur les poignées YTSL II, EX et Alpha EX.
La réalisation d’une hybridation entre une marque et une autre est un travail difficile et long.
Et la réplication est toujours seulement à 99%.
Les champions de la modélisation 3D doivent bien rire…
Après presque 10 années sur ma planche à dessin, je n’ai toujours pas une technique de professionnel, qui torche en quelques clics et quarts d’heure des courbures sophistiquées… Avec de la patience on arrive à tout !
Donc voici un projet avec l’empreinte extérieure d’un grip Yamaha RMX adapté à une poignée Kinetic.
Cette première épreuve n’est pas parfaite, mais après quelques coups de lime, elle devrait, je l’espère, répondre à la demande que l’on m’a faite…

26/01/2024
De temps en temps, il y a des choses qui me font dire que l’on marche sur la tête !!!
J’ai été dans les années 80, fabricant de corde d’arc haut de gamme pour les arcs classique pendant quelques trimestres avant que Dupont de Nemours sorte le Fast-flight qui a ruiné ma petite entreprise mais finalement avec le recul, c’était une très bonne chose…
Donc, à l’époque, mon carnet de commande était plein à craquer. La fantastique fibre en Kevlar durait dans le meilleur des cas un petit millier de flèches. Pour ma consommation personnelle, j’en cassais près de 100 par an !
Le prix d’une bobine de Kevlar ¼ de livre avec le bobineau de tranche-fil en Nylon me coutait autour de 65 francs (10 euros) et me permettait de fabriquer 18 cordes donc environ 3,60 francs (0,55 euros) de matière première par corde que je vendais 9 francs (1,4 euros) et que les boutiques vous vendaient 18 francs (2,75 euros).
Ayant toujours fabriqué mes cordes, je n’ai pas récemment regardé leurs prix en magasin…
Et là, je vois passer sur mes pages FaceBook des cordes révolutionnaires au tarif annoncé de 60 euros (390 francs) pièce ! Je creuse un peu le sujet et je trouve en archerie que certaines cordes sont vendues à 75 euros (490 francs) et chez l’importateur à 96 euros (630 francs) !!!
Après les encoches haut de gamme qui coutent maintenant 40 fois plus chères qu’à cette époque (années 80) et c’est le même bout de plastique et les arcs haut de gamme qui ont doublés de prix en une quinzaine d’années, le tir à l’arc n’est plus à la portée d’un simple travailleur au Smic…
25/01/2024
J’ai fait pas mal d’essais pour graver au laser le coté droit des CustomGrip en ABS et le résultat n’est pas à la hauteur de mes espérances !
Suivant la couleur, le laser ne fait rien… ou laisse une trace à peine visible, donc une perte de temps.
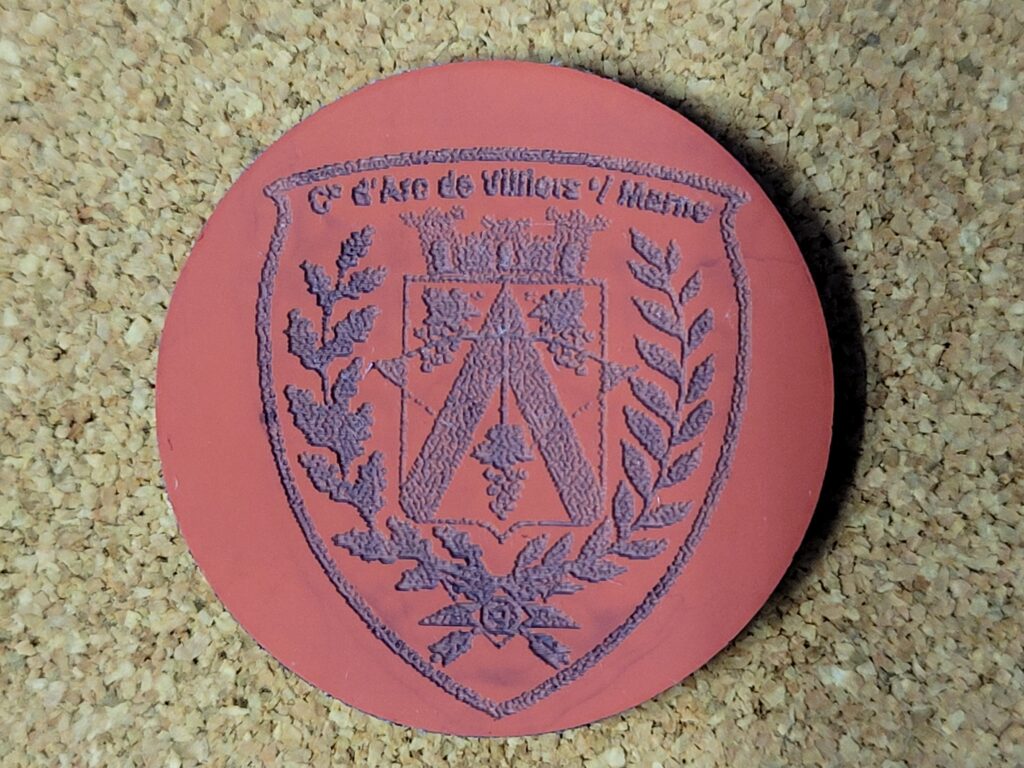
Mais pour ceux qui souhaiteraient obtenir un motif très fin que l’impression 3D filaire ne permet pas, il est possible de graver d’autres matières comme le bois, le liège, le cuir, et même le blanchet comme sur cet exemple (diamètre 23 mm).
L’incrustation dans le plastique du grip sous forme de médaillon devait donner d’excellents résultats.
22/01/2024
Un grip de légende celui de la poignée Yamaha Alpha EX, qui a servi à la moitié des tireuses et tireurs de compétition dans le monde entre 1986 et 1992 !
A cette époque, à de rares exceptions près, il y avait sur les pas de tir essentiellement des arcs Yamaha et Hoyt.
En Europe, on trouvait quelques tireurs avec les arcs Belges Green Horn et en Asie par l’autre marque Japonaise Nishizawa et pas moyen d’intervertir les branches des uns ou des autres, chaque marque avait son système d’enclenchement…
21/01/2024
Optimisation d’une plage d’impression (jour et nuit) avec pratiquement 200 heures d’extrusion en 2 jours et surtout, utilisation des restes de bobines d’ABS noir.
Une valse de changements de filament ennuyeux pour ne pas jeter ce plastique et faire un très petit geste pour la planète.
Entre fatigue et va et vient d’une machine à l’autre, pas sur que cela soit vraiment rentable, mais au moins, j’ai un petit stock de pièces pour l’ElasTrainer.
Presque un entrainement de Skipper…

08/01/2024
Chercher de nouvelles idées et faire des essais permet de sortir des sentiers battus, parfois cela donne un truc sympa…
Mais là, c’est juste quelques grammes de plastique qui ne changeront pas la sensation de la main dans le grip !
Il est solide même sans contour à l’impression mais le résultat n’a pas beaucoup d’intérêt…

07/01/2024
En mode expérimentation…
Un CustomGrip imprimé sans contour !
La texture devrait être particulière, mais le grip sera-t-il solide ???
05/01/2024
Si j’ai choisi de travailler avec du plastique ABS (les legos sont en ABS), ce n’est pas pour me singulariser par rapport aux makers qui utilisent principalement du plastique en PLA (soi-disant biodégradable…).
Bien plus difficile à imprimer que le PLA, à cause d’une particularité de ce matériau, qui a la fâcheuse habitude de se contracter sur la vitre de l’imprimante et donc d’avoir les bords de la pièce qui se soulèvent/décollent.
Ce que les spécialistes appellent le warping.
Et bien, c’est simplement parce que ce plastique a des propriétés fantastiques au niveau du post-traitement de la pièce imprimée.
Il se ponce, se lime, se polit, il peut aussi se souder.
C’est donc un produit parfaitement adapté pour réaliser des grips sur mesure et mes trois grips de démonstration présentés ici, ont 3 sortes de finition.

05/01/2024
Histoire de ne pas m’ennuyer ce week-end, un peu de post-traitement à faire sur ces quelques grips et deux ElasTrainers en suivant le tournoi de Bondy et en attendant dès lundi les premiers résultats de la sélection pour les JO…

05/01/2024
3 Grips de démonstration qui regroupent 80% des possibilités que l’on retrouve sur le formulaire CustomGrip.
S’il fallait créer toutes les possibilités en ne changeant qu’un seul paramètre sur chaque grip, il faudrait en dessiner plus de 4 millions.
Avec ces trois modèles en main, il est plus facile de comprendre et de tester chacune des options.
– Forme : Trapèze – Droite – Demi-ronde
– Dessus : plat – Pente – Arrondi
– largeur au point de pivot : 22 – 24 – 26 mm
– Profondeur : 20 – 24 – 28 mm
– Forme à l’angle : Arrondie – Rectangulaire
– Largeur au centre : 35 – 30 – 25 mm
– Profil : Court – Long – Courbé
– Matière dessus le pouce : 5 – 7,5 – 12 mm
– Guide façon Hoyt KSL : Pouce – Centre – Index
– Angle type Jager : 1/8 – ¼ – ½
– Cartilage : Creux – Sans
– Décors : Lumière – Nid d’abeille – Rond
– Cure-dent : 7 – 12 – 17 °
– Accroche : Noene – Antidérapant – Sans
01/01/2024